
Mỗi vị trí hàn có thể yêu cầu các kỹ thuật, thông số và sự chuẩn bị khác nhau. Các mẹo để đạt được kết quả tốt nhất.
Mẹo hàn trần và hơn thế nữa
Hiểu được bốn vị trí hàn cơ bản có thể giúp bạn chọn vật liệu hàn và quy trình hàn phù hợp cho bất kỳ dự án hoặc công việc nào bạn đang giải quyết. Mỗi vị trí hàn có thể yêu cầu các kỹ thuật, thông số và sự chuẩn bị khác nhau để đạt được kết quả tốt nhất.
Tìm hiểu thêm về các vị trí hàn khác nhau và nắm được một số phương pháp hàn tốt nhất cho từng loại.
4 vị trí hàn cơ bản là gì?
Hàn đắp và hàn rãnh được thực hiện ở các vị trí cơ bản sau:
- Hàn phẳng
- Hàn Ngang
- Hàn đứng
- Hàn trần
Để giúp người vận hành hiểu được loại mối hàn (hàn đắp hoặc rãnh) và vị trí mối hàn, mỗi mối hàn được đánh số và ký tự - 1G, 2G, 3G, 4G hoặc 1F, 2F, 3F, 4F - để chỉ ra vị trí và loại mối hàn cần thiết. Mối hàn với 1 là vị trí hàn phẳng, 2 là vị trí hàn ngang, 3 là vị trí hàn đứng và 4 là vị trí hàn trần. F là viết tắt của mối hàn góc, còn G là mối hàn rãnh. Mối hàn góc nối hai miếng kim loại vuông góc với nhau hoặc nghiêng một góc. Mối hàn rãnh được thực hiện trong rãnh giữa các phôi hoặc giữa các mép phôi. Sử dụng hệ thống này, mối hàn 2G là mối hàn rãnh ở vị trí nằm ngang.
Thợ hàn có khả năng nhìn thấy những chỉ định này trong thông số kỹ thuật quy trình hàn (WPS) hoặc trên bảng dữ liệu vật liệu hàn, sử dụng chúng để gọi ra khả năng định vị của các vật liệu hàn cụ thể.
Vật liệu hàn bạn lựa chọn, cùng với quy trình hàn và chế độ hàn được sử dụng, quyết định vị trí nào bạn có thể hàn. Về việc lựa chọn vật liệu hàn, một số vật liệu hàn được thiết kế sử dụng được ở mọi vị trí, trong khi các số loại khác bị hạn chế chỉ có thể hàn phẳng hoặc hàn ngang. Mỗi loại vật liệu hàn sẽ bao gồm một ký hiệu cho biết nó có thể được sử dụng ở những vị trí nào. Ví dụ: Dây hàn lõi có thuốc được chỉ định là E70T-XX hoặc E71T-XX. Số 0 trong E70T-XX chỉ ra rằng dây hàn chỉ có thể được sử dụng ở các vị trí hàn phẳng và hàn ngang, trong khi đó số 1 trong E71T-XX cho biết vật liệu hàn có thể sử dụng được ở tất cả mọi vị trí.
Về quy trình và phương thức thay đổi, dưới đây là một số hướng dẫn chung:
Hàn TIG có thể được thực hiện ở mọi vị trí.
Hàn MIG ngắn mạch có thể được thực hiện ở mọi vị trí.
Hàn MIG truyền phun chỉ được khuyến nghị cho hàn phẳng và ngang.
MIG xung có thể được sử dụng ở mọi vị trí.
Hàn que và hàn dây lõi có thuốc có thể được dùng ở mọi vị trí hàn, nhưng chủ yếu là tùy thuộc vào vật liệu hàn.
Vị trí hàn phẳng
Nhìn chung, hàn phẳng là vị trí dễ hàn hơn bởi không chống lại trọng lực. Các vũng hàn vẫn lỏng thấm đều vào mối hàn. Đặc thù ở vị trí hàn này, thợ hàn có thể hoạt động hăng say hơn do hệ số đắp cao hơn vì không phải lo lắng về việc vũng hàn trở nên quá lỏng và bị trọng lực kéo nó ra khỏi mối hàn.
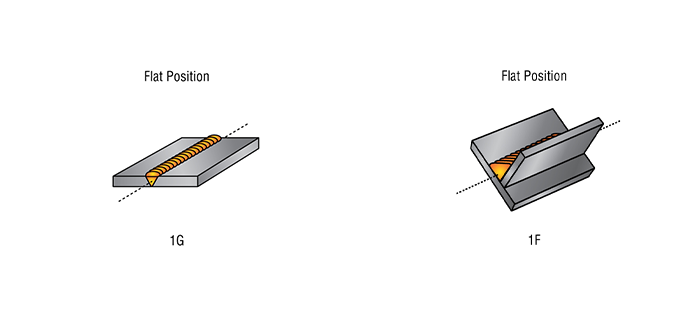
Bất kỳ quy trình hàn nào cũng có thể được sử dụng để hàn ở vị trí phẳng. Chỉ cần đảm bảo sử dụng các kỹ thuật được đề xuất cho bất kỳ quy trình nào bạn đang sử dụng. Ví dụ : phương pháp hàn que tạo xỉ trong quá trình hàn, vì vậy bạn có thể sử dụng kỹ thuật kéo dây hơn là kỹ thuật đẩy dây.
Góc độ thích hợp cho vị trí mối hàn phẳng sẽ thay đổi tùy thuộc vào mối hàn là 1G hay 1F. Nếu dây hoặc điện cực bị lệch sang một bên hoặc bên kia, nhiệt sẽ không tập trung vào nơi hai mảnh kết nối với nhau và có thể bị nóng chảy không hoàn toàn.
Vị trí hàn ngang
Trong mối hàn ngang, trục hàn gần như nằm ngang. Mối hàn ở vị trí nằm ngang có nhiều điểm tương đồng với mối hàn vị trí phẳng.
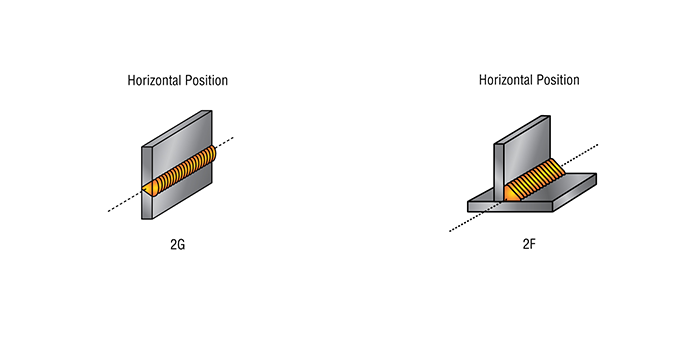
Mối hàn 2G khó hơn so với mối hàn 2F một chút do 2F cung cấp giá đỡ ở dưới cùng để đảm bảo vũng hàn không bị mất kiểm soát hoặc chảy xệ nhiều. Để chống lại tác dụng của trọng lực lên vũng hàn trong mối hàn rãnh ngang, hãy nghiêng mép trên của mối hàn với góc một chút, dù biết rằng vũng hàn có thể sẽ hơi chùng xuống. Với mối hàn góc ngang, giữ một góc 45o so với mối nối để đảm bảo nhiệt tập trung vào nơi hai mảnh ghép lại với nhau.
Hãy cẩn thận không để quá nóng ở các mối hàn ngang vì vũng hàn quá lỏng có thể bị ảnh hưởng bởi trọng lực. Điều chỉnh các thông số hàn để đảm bảo vũng hàn không quá nóng hoặc quá lỏng.
Tất cả các quy trình hàn đều có thể được sử dụng ở vị trí nằm ngang.
Vị trí hàn đứng
Mối hàn đứng có thể được thực hiện theo chiều dọc lên (hàn leo) hoặc dọc xuống. Hàn leo thường phổ biến hơn, đặc biệt là áp dụng khi hàn các vật liệu dày. Vị trí hàn này có thể được yêu cầu khi một vật hàn lớn không thể dễ dàng chuyển sang vị trí phẳng hoặc ngang.
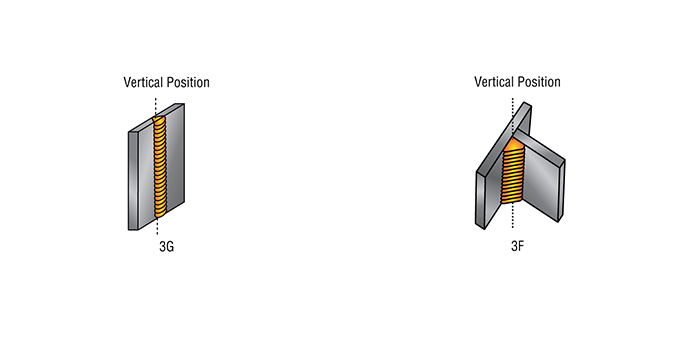
Di chuyển tấm kim loại lên cho mối hàn thẳng đứng, vũng hàn sẽ chảy ra khỏi mối nối theo quy luật tự nhiên. Nếu bạn sử dụng cùng một kỹ thuật và thông số lý tưởng cho mối hàn phẳng và ngang trên một mối hàn đứng sẽ có thể không tạo ra một mối hàn tốt.
Điều chỉnh các thông số mối hàn để đạt được kết quả tốt nhất trong mối hàn đứng. Giảm tốc độ cấp dây và điện áp để đảm bảo vũng hàn không quá lỏng và rơi hoặc chảy ra khỏi mối nối. Nếu bạn đang sử dụng bộ nguồn hàn có công nghệ Auto-Set ™, hãy đảm bảo sử dụng các thông số được thiết kế cho vật liệu mỏng hơn, ngay cả khi bạn đang hàn kim loại cơ bản dày hơn. Điều này giúp giữ nhiệt đầu vào thấp hơn để chống lại trọng lực.
Góc di chuyển 90o thường được khuyến nghị cho mối hàn 3G, trong khi góc 45o được khuyến nghị cho mối hàn 3F.
Từ từ điều khiển khéo léo vũng hàn theo cách làm sạch đến từng cạnh của mối nối. Việc hàn leo với một mối hàn thẳng đứng thường sẽ dẫn đến “ropey bead” và không ăn sâu vào các cạnh. Thay vào đó, hãy giữ chân của mối hàn lâu hơn và nhanh chóng di chuyển qua giữa vũng hàn để đi lên. Có một số kỹ thuật phổ biến điều khiển trên vũng hàn leo bao gồm: chuyển động theo hình zigzag, chữ T ngược hoặc các hình tam giác lặp lại xếp chồng lên nhau – điều này có thể được áp dụng tùy thuộc vào sở thích của thợ hàn.
Trong hàn đứng, điều quan trọng là phải đảm bảo rằng bạn đang ở tư thế thoải mái trước khi bắt đầu hàn. Trước tiên, bạn nên thực hành trước trên phế liệu để đảm bảo các thông số và kỹ thuật bạn đang cài đặt tạo ra kết quả như mong muốn. Bằng cách đó, bạn có thể điều chỉnh trước khi hàn thực tế.
Vị trí hàn trần
Các mối hàn trần có thể được yêu cầu khi bạn đang làm việc trên một thiết bị hoặc kim loại cố định không thể di chuyển được. Thợ hàn có thể thấy mình đang nằm trên mặt đất hoặc sàn nhà để hàn trần, vì vậy điều quan trọng là phải tìm vị trí và phạm vi chuyển động thoải mái.
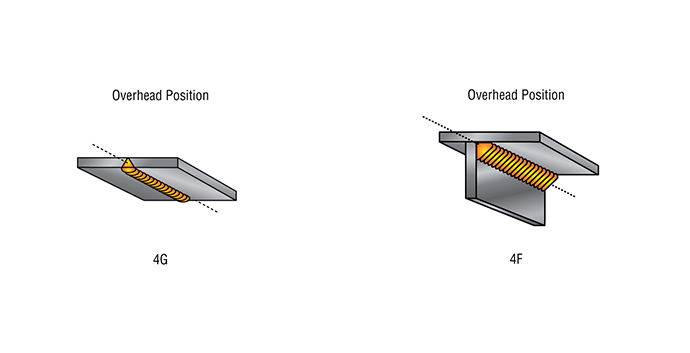
Các kỹ thuật tương tự sử dụng cho hàn đứng thường áp dụng cho hàn trần. Mối hàn 4G sẽ yêu cầu lắc nhẹ hoặc thao tác để vũng hàn thấm sâu hơn, giống như với mối hàn đứng. Các thông số cũng cần phải được quay lại để hoạt động nguội hơn đối với các mối hàn trần, vì vũng hàn quá lỏng sẽ rơi ra khỏi mối hàn và rơi vào người thợ hàn.
Một trong những yếu tố lớn nhất cần quan tâm đến khi hàn ở vị trí trần là tia lửa điện sẽ rơi xuống. Để có thể được bảo vệ thêm trên đầu, chẳng hạn như một chiếc khăn rằn dưới nón hàn. Sử dụng áo khoác hàn bằng da hoàn toàn, đặc biệt với quy trình như hàn que, sẽ tạo ra nhiều tia lửa và văng bắn hơn.
Hiểu biết về vị trí hàn
Dù mối hàn ở vị trí nào, bạn luôn nên thực hiện một vài thao tác thực hành trước khi thực hiện hàn thực tế để đảm bảo rằng bạn có thể hoàn thành toàn bộ đường hàn ở một tư thế thoải mái. Nếu bạn không ở một thư thế thoải mái, có thể dẫn đến mối hàn không đồng nhất.
Chỉ cần nhớ rằng lựa chọn vật liệu hàn và phương pháp dịch chuyển sẽ xác định vị trí hàn nào bạn có thể áp dụng. Nếu bạn cần hàn trần hoặc ngoài vị trí, hãy đảm bảo vật liệu hàn của bạn có khả năng làm việc đó và sau đó bạn chọn các thông số hàn để giúp tối ưu hóa việc bị hàn lệch vị trí.
Nguồn: Millerwelds.com








")
















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")













 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")






")




