
Cho dù bạn là người mới làm quen với hàn TIG xung hay đang cố gắng để có được một mối hàn TIG đẹp tạo được vảy cá thì việc thiết lập phù hợp sẽ là chìa khóa để đi đến thành công.
Ưu điểm của hàn TIG xung
Đã có một cuộc cách mạng thầm lặng trong thiết kế máy hàn TIG trong 20 năm qua. Hầu như mọi máy hàn ngày nay đều tích hợp công nghệ biến tần và đó là một yếu tố thay đổi cuộc chơi. Công nghệ này cung cấp cho thợ hàn và kỹ sư hàn khả năng điều chỉnh dòng điện hàn theo những cách mà các máy hàn trước đây không thể thực hiện được. Đặc biệt, công nghệ biến tần đã làm cho việc tạo xung hàn dễ thực hiện và tiết kiệm chi phí hơn, ngay cả trên các máy hàn kinh tế. Chúng tôi sẽ xem xét kỹ hơn những lợi ích của hàn xung trong bài viết này.
Hãy bắt đầu với định nghĩa: Hàn xung sử dụng dòng chu kỳ giữa giá trị cao và giá trị thấp. Điều này có những lợi ích đáng kể; quan trọng nhất là khả năng tạo ra một mối hàn có độ ngấu tốt nhưng với tổng nhiệt lượng được đưa vào kim loại hàn lại ít.
Càng nhiều nhiệt đưa vào mối hàn sẽ càng nhiều khả năng biến dạng (cong vênh) và nó sẽ trở thành vấn đề. Điều này dễ nhận thấy nhất trên các tấm kim loại mỏng và trên các kim loại có độ dẫn nhiệt tương đối thấp như hợp kim không gỉ và hợp kim niken công nghệ cao như Inconel và Hastelloy. Khi nhiệt của mối hàn không được tản ra do dẫn điện tốt, nó sẽ giữ mối hàn và vùng ảnh hưởng nhiệt ở nhiệt độ cao hơn trong thời gian dài hơn, gây ra tình trạng biến dạng nhiều hơn. Một trường hợp khác mà hàn xung thực sự rất hữu ích là khi hàn ra khỏi vị trí, trọng lực luôn kéo mối hàn loãng xuống phía dưới và nếu bạn đang hàn trên cao, điều này có thể khá rắc rối. Xung lực giúp giữ vũng hàn dính vào kim loại và làm giảm xu hướng rơi về phía bạn khi bạn đang hàn. Chúng tôi tin chắc rằng bạn có thể thấy được lợi ích ở đây!

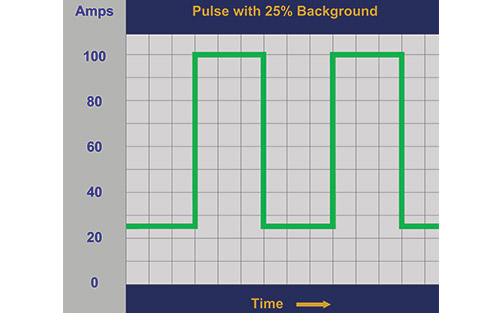
Máy hàn có khả năng tạo xung điều khiển dòng điện cao nhất trong chu kỳ - là giá trị “đỉnh” và giá trị thấp nhất được gọi là giá trị “nền”. Cài đặt đỉnh là ở cường độ dòng điện và nền là tỷ lệ phần trăm của đỉnh. Trên các máy hàn đơn giản nhất, đỉnh được cài đặt bởi bộ điều khiển cường độ dòng điện và nền được cài đặt trước là 25% của giá trị đỉnh. Tần số của chu kỳ có thể điều chỉnh được. Trong các máy phức tạp hơn, bạn có thể điều chỉnh tỷ lệ nền. Dưới đây là một số ví dụ giả thuyết để minh họa mối quan hệ giữa hai thiết lập này. Bạn có thể đặt cường độ dòng điện tối đa là 100 và cường độ nền là 25, có nghĩa là cường độ dòng điện nền thực tế sẽ là 25 ampe (25% của 100). Nếu bạn giữ nguyên thiết lập nền nhưng giảm đỉnh xuống 60A, cường độ dòng điện nền sau đó sẽ là 15A (25% của 60).

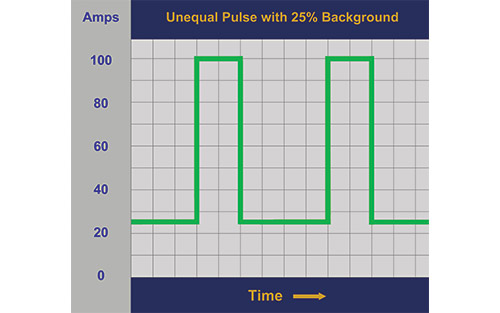
Trên các máy có các tính năng phức tạp, bạn có thể kiểm soát tỷ lệ thời gian chu kỳ đỉnh và nền.
Vì vậy, với tất cả khả năng điều chỉnh này đều nằm trong ngón tay bạn, mỗi thay đổi có ảnh hưởng gì đến các đặc tính của mối hàn, và làm thế nào để bạn biết những cài đặt nào để lựa chọn ?
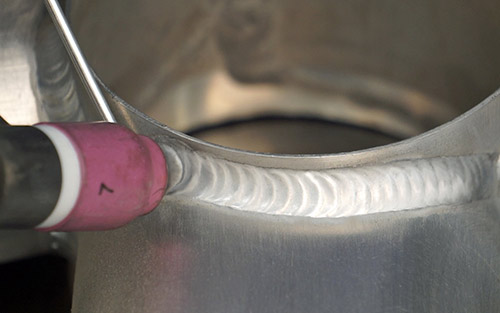
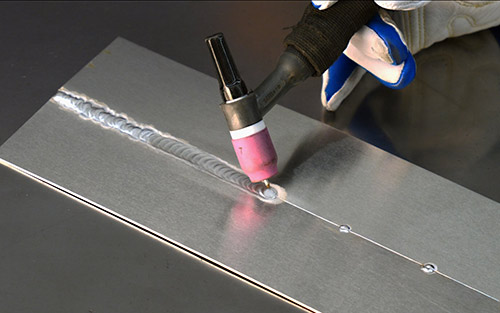
Trong khi xung ở bất kỳ tần số nào cũng sẽ làm giảm tổng lượng nhiệt đầu vào, có những đặc điểm riêng biệt có sẵn tại các điểm khác nhau trong một chuỗi rộng. Một số người sử dụng tần số xung rất thấp (khoảng một xung mỗi giây) để tính thời gian bổ sung rod hàn. Điều này tương tự như một nhạc sĩ sử dụng công cụ đếm nhịp để giữ thời gian chính xác cho bản nhạc. Hầu hết các thợ hàn giữ đuốc hàn đứng yên và thêm rod hàn ở đỉnh của chu kỳ, sau đó rút rod hàn và đưa đuốc hàn vào trong khoảng thời gian nền. Đây cũng là một cách tuyệt vời để làm nổi bật vẻ ngoài mà nhiều người cho là dấu hiệu của một mối hàn TIG đẹp.
Một trường hợp khác, tần số thấp này có thể có lợi khi tạo đường hàn qua mối hàn có biên dạng hạt không đồng đều; xung nhịp chậm, thậm chí có thể tạo thêm một hình gợn sóng thông thường mà trước đây không có. Thường không thêm rod hàn khi sử dụng kỹ thuật này.
Trong phạm vi từ 2 đến 10 xung mỗi giây, hồ quang được coi là "mềm". Lý tưởng cho các mối hàn mà bạn quan tâm nhiều hơn đến việc tạo ra một hạt rộng và mục tiêu không phải độ ngấu sâu. Mối nối góc bên ngoài là một ví dụ mà điều này có thể mong muốn, hoặc cuối cùng “lướt nhanh” qua lớp phủ bằng nhiều lớp chân điền đầy.

Xung nhịp từ 10 đến 30 chu kỳ mỗi giây tạo ra tình trạng “nhấp nháy” mà nhiều người cảm thấy khó chịu. Bạn có thể thử nghiệm với phạm vi này, nhưng hãy lưu ý rằng bạn có thể thấy nó mất phương hướng. Một trăm chu kỳ mỗi giây là cài đặt mặc định cho nhiều nguồn điện hàn. Đây là một tùy chọn đường giữa, làm cho nó trở thành lựa chọn tốt cho các dự án. Đó có thể là một khởi điểm tốt khi bạn thử nghiệm với các thiết lập xung khác nhau.
Tần số xung trên 100 chu kỳ mỗi giây có xu hướng làm cho hồ quang “cứng hơn” và có thể giúp thúc đẩy sự thâm nhập sâu hơn vào khe hẹp. Điều này cũng cho phép tốc độ di chuyển nhanh hơn và kiểm soát hướng hồ quang tốt hơn. Một số máy hạng công nghiệp cung cấp xung nhịp lên đến 500 chu kỳ mỗi giây, điều này có thể tối đa hóa lợi điểm này.
Cài đặt nền cho phép bạn kiểm soát phần làm mát của chu trình. Một khởi điểm ở khoảng 25% đến 40%, với cài đặt cao hơn cho bạn một vũng hàn chảy loãng hơn và tốc độ di chuyển cần nhanh hơn, và cài đặt thấp hơn sẽ giúp giảm nhiệt đầu.
Trên các máy hàn cho phép bạn kiểm soát lượng thời gian đạt đỉnh, tỷ lệ phần trăm lớn hơn sẽ cung cấp nhiều nhiệt hơn trong mối hàn, cùng với hạt hàn rộng hơn và độ ngấu sâu hơn. Lưu ý rằng có thể có quá nhiều điều tốt ở đây, bởi lợi ích chính của việc tạo xung là nhiệt THẤP HƠN trong kim loại nền. Khởi điểm tốt ở khoảng từ 40% đến 60%.
Bạn sẽ cần đặt cường độ dòng điện cao hơn khi tạo xung, vì bản chất của quá trình làm giảm tổng nhiệt lượng đi vào kim loại.
Mỗi thợ hàn sẽ tìm hiểu cách cài đặt phù hợp nhất với họ trong mỗi tình huống khác nhau và tốt nhất là bạn nên thực hiện một số thử nghiệm để tìm hiểu khía cạnh của quy trình linh hoạt này, nó sẽ mang lại lợi ích cho bạn trong từng loại công việc bạn thực hiện. Bạn có thể ngạc nhiên về nhiều cách tạo xung có thể dễ dàng cho các công việc hàn của bạn.

Source: Millerwelds.com








")
















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")












 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")






![[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất](https://hoathinh.com.vn/image/cache/catalog/tin-tuc/giám sát giữ liệu hàn 2-1200x750.jpg "[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất")

")




