
Nếu quan tâm đến hàn TIG nhôm, hãy nhận các lời khuyên cần thiết cho sự khởi đầu từ thợ kim loại Ron Covell.

Hàn TIG nhôm một số thách thức độc đáo. Giống với hầu hết mọi thứ, một chút kinh nghiệm sẽ đi được một chặng đường dài. Một khi bạn đã học được những điều cơ bản, nhôm có thể được hàn với một vài vấn đề sau:
5 mẹo cho hàn TIG nhôm
1. Làm sạch mọi thứ một cách cẩn thận
Hàn TIG nhôm yêu cầu mọi thứ phải thật sạch và điều này đặc biệt quan trọng với nhôm. Bất kỳ vết dấu của dầu có thể gây ra lỗ xốp và cảng trở sự nóng chảy của kim loại. Tôi khuyên bạn nên tập thói quen sử dụng chất tẩy trên kim loại để hàn, vì ngay cả vết dầu không thể nhìn thấy bằng mắt từ tay bạn cũng có thể gây ra vấn đề lớn.
Cho một ít chất tẩy lên một miếng vải sạch lau kim loại cơ bản và rod hàn. Ngay cả rod hàn hoàn toàn mới trông sạch sẽ và sáng bóng cũng có thể có một lượng chất bẩn đáng kể. Tôi thường ngạc nhiên về lượng bụi bẩn từ rod hàn khi tôi lau nó bằng vải lau.

Nếu có vết sơn, ô xít, rỉ sét trên kim loại hàn cần phải loại bỏ cẩn thận. Bạn cần làm sạch dầu, mỡ trước nếu không, chúng sẽ len vào các lỗ trên bè mặt kim loại khi bạn chà hoặc phun cát. Tôi thường sử dụng đĩa mài mòn không dệt (bánh nỉ) để làm sạch bề mặt kim loại.

Đặc tính quan trọng khiến nhôm khó hàn là màng oxit hình thành gần như ngay lập tức trên bất kỳ bề mặt nào của nhôm khi tiếp xúc với oxi. Nhôm nóng chảy ở khoảng 1.200 độ F (649oC ), và nhôm oxit nóng chảy ở gần 4.000 độ F (2204OC). Màng oxit này có thể cản trở kim loại nóng chảy kết dính vào nhau để tạo ra mối hàn.
Bạn nên sử dụng bàn chải sắt dạng sợi để làm sạch vật hàn trước khi bạn bắt đầu hàn. Bạn nên dành riêng từng bàn chải cho từng kim loại khác nhau. Điều này sẽ ngăn chặn ô nhiễm chéo các vật liệu với nhau.

Trên các mối hàn giáp mối không vát mép, đôi khi bạn thấy một đường màu đen ở mặt sau của khớp và thỉnh thoảng chúng không ngấu hoàn toàn. Điều này thường được gây ra bởi màng oxit trên các mặt cạnh của vật hàn.
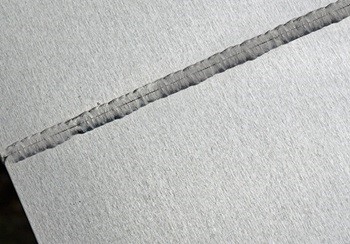
Để chúng ngấu hoàn toàn, cần phải làm sạch cạnh của mối ghép bằng dụng cụ thích hợp trước khi hàn chúng lại với nhau.

2. Nhìn rõ hơn
Một người bạn đã nói với tôi một câu rất hay “if you can’t see, you can’t weld.” Và thật đúng như vậy. Tôi đã sử dụng một kính phóng đại trong nón hàn của tôi trong nhiều năm, và giờ tôi gặp khó khăn khi hàn mà không có nó.

Thêm ánh sáng khi hàn cũng thật cần thiết. Nhiều người có sở thích mang một đèn làm việc mini để chiếu sáng mối hàn khi cần thiết. Bạn thậm chí có thể gắn đèn chạy bằng pin vào mũ hàn của mình.

Tôi đã sử dụng mũ hàn Miller® có công nghệ ống kính ClearLight ™ trong một vài năm, nó không có màu xanh lục như các ống kính hàn khác, nó hiển thị màu sắc tự nhiên hơn. Điều này cũng làm tăng độ tương phản, giúp dễ dàng nhìn thấy mối hàn.
3. Chọn rod hàn phù hợp
Có rất nhiều hợp kim nhôm, làm thế nào để lựa chọn rod hàn phù hợp với vật hàn là một vấn đề quan trọng.
Hầu hết các công việc tôi đã thực hiện với tấm nhôm sê-ri 6XXX - và rod hàn 5356 là phù hợp nhất cho hợp kim này. Nhôm dòng 5XXX có sẵn với các độ dày khác nhau, từ tấm mỏng đến tấm rất dày, đều có thể sử dụng rod hàn 5356 hoặc 4043 cho các hợp kim này.
Tôi đã làm việc rất nhiều trên thân ô tô, xe máy bằng nhôm, nhôm 3003 là hợp kim phổ biến nhất được sử dụng cho ứng dụng này. Rod hàn 1100 là phù hợp nhất cho chúng.
Có rất nhiều hợp kim được sử dụng cho các bộ phận đúc nhưng hầu hết có hàm lượng silicon cao, rod 4043 thường là phù hợp nhất cho những bộ phận này.
Việc chọn đường kính rod hàn cũng quan trộng. Đối với các kim loại có kích thước lên tới 3mm, tốt nhất là sử dụng đường kính que gần với độ dày của của vật hàn.
Rất nhiều người nghĩ rằng việc tự chế rod hàn bằng cách cắt từ kim loại vật hàn sẽ mang lại cho họ sự phù hợp nhất về hóa học. Mặc dù điều này có thể đúng trong một số trường hợp, nhưng thực tế là bạn không thể dùng rod hàn 6061 cho vật hàn là nhôm 6061. Điều này sẽ dẫn đến một mối hàn bị nứt khi nó nguội đi!

4. Giữ điện cực gần vũng hàn
Tôi đã huấn luyện rất nhiều người thợ hàn trong nhiều năm qua, và có một mẹo đơn giản giúp hầu hết mọi người là giữ điện cực vonfram gần với vũng hàn. Nhiệt hàn TIG xuất phát từ hồ quang truyền đến phôi. Bởi vì hồ quang hàn có dạng hình nón, khoảng cách hồ quang càng xa làm cho vũng hàn rộng hơn. Khi nó trở nên quá lớn, kim loại nóng chảy nhiều gây cháy thủng vật hàn. Ngay cả khi hàn tấm dày.
Tất nhiên, bạn càng giữ điện cực càng gần vũng hàn thì càng dễ chạm điện cực vào vũng hàn (gây nhiễm bẩn điện cực), bạn nên di trì khoảng cách từ điện cực đến vũng hàn gần nhất có thể (thường không quá 5mm).
5. Điểm kết thúc đường hàn
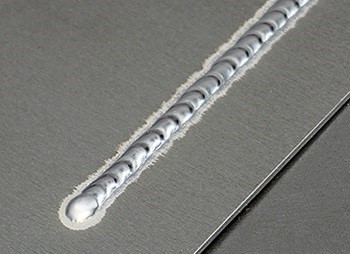
Nhôm giản nở nhiều hơn với nhiệt so với các kim loại khác. Điều này có nghĩa là nếu bạn tắt hồ quang đột ngột, điểm cuối mối hàn sẽ bị lõm.
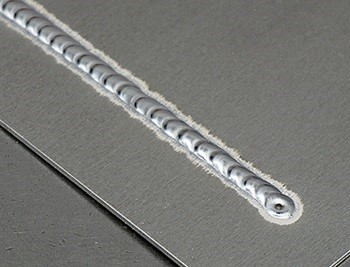
Vấn đề thậm chí còn nghiêm trọng hơn: nếu bạn nhìn kỹ vào vết lõm cuối đường hàn (crater), bạn có thể thấy các vết nứt nhỏ. Các vết nứt nhỏ này có xu hướng lan ra khi đưa vào sử dụng, có thể khiến mối hàn bị hỏng trong các một số tình huống. Để tránh điều này, bạn cần sử dụng đúng kỹ thuật khi kết thúc một mối hàn nhôm.
Bắt đầu giảm nhiệt khi bạn ở gần cuối mối hàn, trong khi tiếp tục thêm rod hàn và ngay trước khi tắt hồ quang, nhúng rod hàn vào vũng hàn lần cuối và lập tức lấy ra. Kỹ thuật này đòi hỏi một chút luyện tập để thành thạo, nhưng khi được thực hiện đúng cách, nó sẽ ngăn chặn sự xuất hiện vết lõm và nứt ở điểm cuối mối hàn.
Hy vọng bạn sẽ ứng dụng lời khuyên của tôi vào sản xuất, và nếu làm vậy bạn sẽ thấy được các lợi ích ngay tức thì!
Giới thiệu về Ron Covell:

Ron Covell là một thợ hàn và thợ kim loại tài năng trong ngành công nghiệp ô tô. Covell là người đóng góp cho Hot Rod Network, nơi anh có một chuyên mục nổi tiếng với tiêu đề: "Lời khuyên về kim loại của giáo sư Hammer". Ông cũng sở hữu Covell Creative Chemicals, cung cấp các đĩa DVD gia công kim loại có hướng dẫn và tổ chức các hội thảo trên khắp đất nước.
Nguồn Miller!



Lorem ipsum dolor sit amet, justo aliquid reformidans ea vel, vim porro dictas et, ut elit partem invidunt vis. Saepe melius complectitur eum ea
Lorem ipsum dolor sit amet, justo aliquid reformidans ea vel, vim porro dictas et, ut elit partem invidunt vis. Saepe melius complectitur eum ea
Lorem ipsum dolor sit amet, justo aliquid reformidans ea vel, vim porro dictas et, ut elit partem invidunt vis. Saepe melius complectitur eum ea






")
















![[Hướng dẫn] Cách hàn MIG nhôm thành công](https://hoathinh.com.vn/image/cache/catalog/tin-tuc/hàn mig nhôm 1-1-1200x750.jpg "[Hướng dẫn] Cách hàn MIG nhôm thành công")













 Và Cải Thiện Hiệu Quả Quy Trình Hàn Công Nghiệp")






![[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất](https://hoathinh.com.vn/image/cache/catalog/tin-tuc/giám sát giữ liệu hàn 2-1200x750.jpg "[Hướng dẫn] Giám sát dữ liệu hàn trong sản xuất")

")



